






 22 / 84
22 / 84

North America 2018
20 \
World Cement
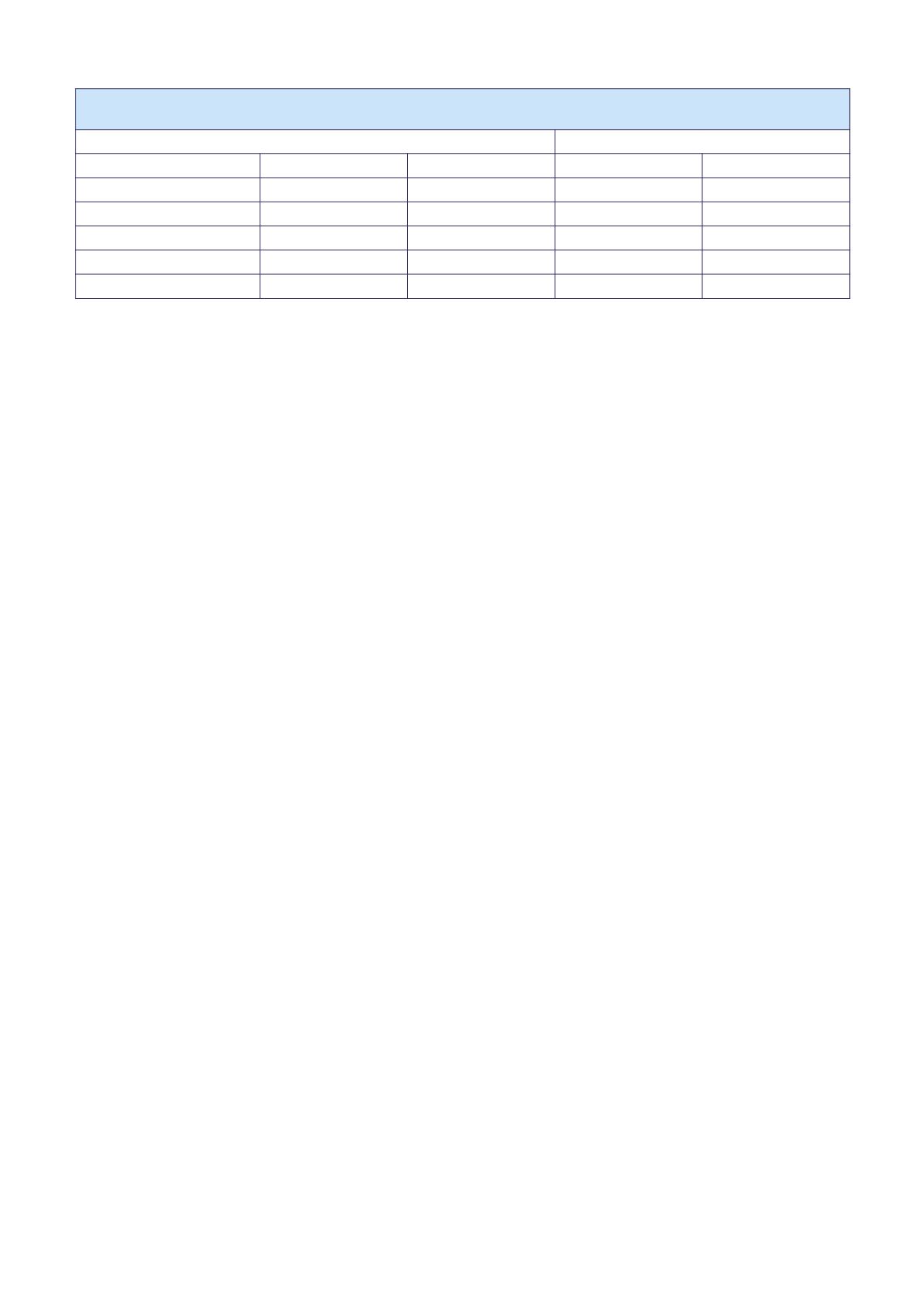
produced (Table 1). As of 2012, the cement had similar
global warming impacts to the European average and
significantly lower impacts than the US average. The
energy demand to produce the Roberta cement is higher
than for typical European cement but lower than for
typical US cement.
The plant further employs control devices and
control strategies to reduce criteria pollutants. The use
of alternative materials (flyash, lime kiln dust, and other
waste streams in the raw mix) fosters natural resource
conservation, while achieving the same clinker chemistry
as attained with otherwise mined natural materials.
CO
2
capture technology
Sustainable Energy Solutions (SES) offers a Cryogenic
Carbon Capture (CCC) process, wherein exhaust gas
is cooled until the CO
2
contained freezes.
6
SES has
been developing CCC since 2008. The separation and
liquefaction of CO
2
can be accomplished in a highly
energy efficient manner by cooling gases to the point
where CO
2
and other pollutants condense, then energy
is recovered, as the separated gas streams warm back to
near their original temperature.
The cryogenic approach saves additional energy over
other capture technologies by producing a liquid CO
2
stream directly, rather than producing a CO
2
gas that
must subsequently be compressed and liquefied. CCC
produces a pressurised liquid CO
2
stream at near room
temperature that is ready for downstream utilisation.
Heat exchange between the incoming and outgoing
gases provides nearly all the sensible heat (cooling
energy) required for this process. The compressors in
the process provide the additional energy for the CO
2
phase change and the separation of the CO
2
. Energy
required for pressure, compressor inefficiencies, heat
exchanger inefficiencies, and other minor decreases
further impact the energy requirements.
Potential advantages of CCC for integration into
cement plants include the following:
z
Minimal energy consumption (a projected
0.7 GJ/tonne CO
2
at full scale).
z
Significantly lower costs than incumbent CO
2
capture approaches (CAPEX estimated to be half
that of current amine technologies).
z
Retrofit to existing plants with no upstream
modification.
z
Removal of a variety of pollutants from the flue
gas (carbon dioxide, SO
X
, NO
X
, PM
XX
, mercury, and
arsenic).
z
Requires only electrical power and cooling water
with no need for steam or other plant resources.
The use of the CCC process in this project marked
the second occasion it was applied to cement plant CO
2
capture, following a previous 2014 trial at a western US
cement plant.
Argos Glenwood concrete plant
The captured CO
2
was used in the production of
concrete at the Argos ready-mixed concrete facility
in the Glenwood Park area of Atlanta, Georgia. The
operation has a throughput of 140 m
3
/hour of concrete
(Erie Strayer transit mix system) and typically ships
around 110 000 m
3
/year servicing the downtown
Atlanta area. The facility has been operating since 2007
and maintains certifications from the National Ready
Mixed Concrete Association (NRMCA) and Georgia
Department of Transportation. It is one of 460 plants
in the US recognised under the NRMCA Green-Star
Programme that identifies members who have achieved
environmental excellence.
CO
2
utilisation technology
CarbonCure’s CO
2
utilisation technology upcycles CO
2
,
sourced from final emitters, into concrete products to
achieve material performance, as well as environmental
and economic, advantages. The addition of CO
2
into
ready-mixed concrete as it is batched and mixed results
in its mineralisation as a nanoscale calcium carbonate.
The CO
2
utilisation can improve the compressive
strength by 10% or more, thereby enabling a producer
to optimise the materials used in the concrete mix.
7
As part of this mix optimisation, producers have the
opportunity to reduce cement content, yet achieve the
original specified strength. The technology is installed
and licensed to more than 80 ready-mixed concrete
producers across North America.
Demonstration details
Cement production
The Roberta plant production was monitored in terms
of clinker production and emissions characteristics
Table 1.
Summary and relative contributions of carbon and energy demand impacts from 1 kg of cement
production at Roberta.
Global warming potential
Energy demand
Aspect
kg CO
2e
Proportion
MJ
Proportion
Quarry and raw material
0.027
3%
0.364
8%
Calcination
0.473
57%
0
0%
Kiln operation
0.287
34%
3.67
78%
Cement grinding
0.049
6%
0.660
14%
Total
0.836
100%
4.69
100%