






 74 / 84
74 / 84

North America 2018
72 \
World Cement
If the spillage amounts to just one shovelful per
hour, personnel can expect to have to deal with
more than 225 kg of fugitive material every day.
Belt cleaning to reduce carryback
Although there are a number of belt cleaning
technologies available to conveyor operators, most
designs in use today are blade-type units of some
kind, using a urethane or metal-tipped scraper to
remove material from the belt’s surface.
These devices typically require an energy source,
such as a spring, a compressed air reservoir, or a
twisted elastomeric element, to hold the cleaning
edge against the belt. Because the blade directly
contacts the belt, it is subject to abrasive wear
and must be regularly adjusted and periodically
replaced to maintain an effective cleaning
performance.
Typically, the blades of a cleaner do not cover
the full width of the belt, because the full belt
surface is not generally used to carry material.
CEMA specifies the minimum blade coverage based
on belt width (Table 2).
Various belt cleaner suppliers have their own
standards for blade width. Some manufacturers
opt for more than the minimum coverage, but the
blade size rarely needs to be equal to or greater
than the belt width. For optimum cleaning, the
dirty portion of the belt’s carrying surface should
be observed or calculated and the cleaner’s size
matched accordingly.
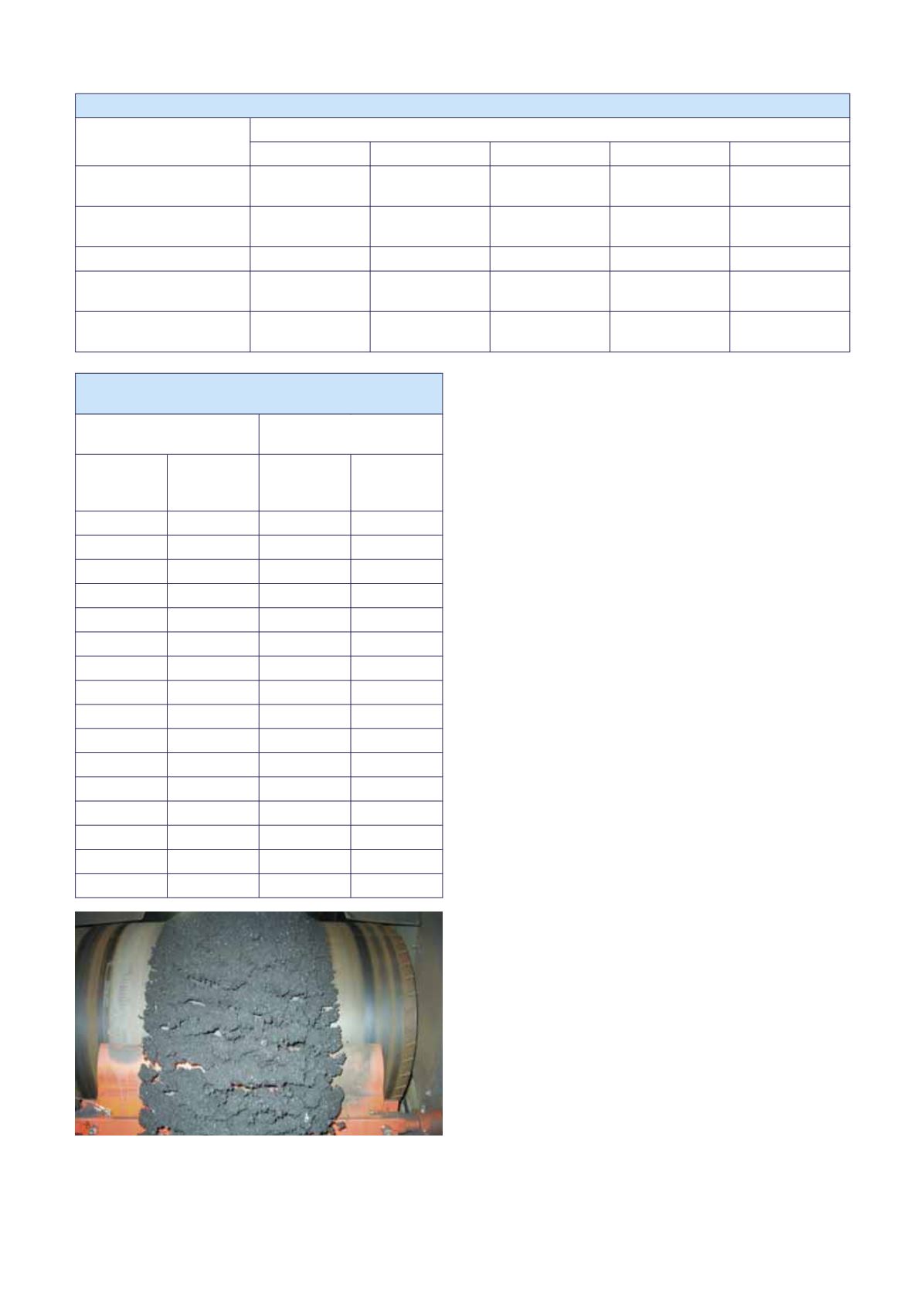
Installing a blade that is wider than the material
load on the belt can lead to undesirable wear
patterns. The centre section of the blade may wear
faster than the portion of the blade on the outside
area of the belt, because there is more abrasive
cargo in the middle (Figure 1).
The outside portion of the cleaning blade will
then hold the centre section of the blade away
from the belt. As a result, carryback can flow
between the belt and the worn area of the blade,
accelerating wear on the centre section. Eventually,
the process creates a curved wear pattern
sometimes referred to as a ‘smiley face’ (Figure 2).
Table 1.
Material loss from conveyors.
Fugitive material
released
Accumulation
Hour
Day
Week
Month
Year
Packet of sugar (4 g/hour) 4 g (0.01 oz)
96 g (3.4 oz)
672 g (1.5 lb
m
)
2.9 kg (6.3 lb
m
)
34.6 kg
(75.6 lb
m
)
Packet of sugar (4 g/min)
240 g (8.5 oz)
6.2 kg (13.8 lb
m
)
43.7 kg
(96.3 lb
m
)
187.2 kg
(412.7 lb
m
)
2.2 t (2.5 st)
Shovel full (9 kg/hour)
9 kg (20 lb
m
)
216 kg (480 lb
m
)
1.5 t (1.7 st)
6.5 t (7.2 st)
77.8 t (86.4 st)
Bucket full (20 kg/hour)
20 kg (44 lb
m
)
480 kg
(1056 lb
m
)
3.4 t (3.7 st)
134.4 t (15.8 st)
172.8 t (190 st)
Shovel full (9 kg/min)
540 kg
(1200 lb
m
)
13 t (14.4 st)
90.7 t (100.8 st)
388.8 t (432 st)
4665.6 t
(5184 st)
Table 2.
CEMA minimum blade coverage based on
belt width.
Metric standard belt
sizes (mm)
Imperial standard belt
sizes (in.)
Belt width Minimum
cleaner
coverage
Belt width Minimum
cleaner
coverage
300
200
18
12
500
330
24
16
650
430
30
20
800
530
36
24
1000
670
42
28
1200
800
48
32
1400
930
54
36
1600
1070
60
40
1800
1200
72
48
2000
1220
84
56
2200
1470
96
64
2400
1600
108
72
2600
1730
120
80
2800
1870
/
/
3000
2000
/
/
3200
2130
/
/
Figure 1. When the blade is wider than the material
flow, its centre may wear more quickly than the outer
edges.