




 108 / 140
108 / 140

November 2018
106 \
World Cement
z
Environmental factors (control of emission levels).
All the factors listed above shall not be assessed
separately, as most of them are interrelated. Moreover,
Figure 1 also shows that only a few plants have performed
within the limits defined for the BAT range. One single
cement plant stands out from all the others as operating
at an outstanding performance level. VDZ’s energy
reviews brought to light some similarities among cement
plants operating in or close to the BAT range. All of them
have the following in common:
z
Tight control of the whole process.
z
Use of state-of-the-art equipment.
z
Equipment operation and maintenance performed
properly.
z
Kiln operation close to nominal production capacity.
z
Technical staff with deep knowledge of cement
manufacturing.
For outstanding performance levels in plants with high
thermal substitution rates, the use of tailor-made AFs and
respective fuel quality control is also required.
Electric energy efficiency
Cement and raw materials grinding represent together
about two thirds of the total power consumption of a
cement plant. Consequently, they also present the most
significant power saving potentials. Through process
optimisation, energy efficiency gains from 1 – 5% can
commonly be achieved in grinding plants and without
major investments. In well operated and maintained
grinding plants, uncovering energy efficiency gains usually
requires a detailed review (i.e. assessment of process data,
equipment inspection, crash stop of the mill for material
and ball sampling, and assessment of mill internals
condition, etc.). Figure 2 shows the results from a meter
sampling of a two-chamber ball mill for cement grinding
performed during a detailed review. Displayed are the
residue values for different particle sizes measured by
laser granulometry and sieve analysis (< 500 µm), as well
as the Rosin-Rammler-Sperling-Bennet (RRSB) location
parameter x. The first impression is that the overall
reduction of residue values in the example shows good
comminution behaviour. However, after a more detailed
assessment, it becomes clear that, in the last third of
the mill, almost no size reduction is visible. This is clear
evidence of an ineffective comminution process and thus
a reason for an increased electric energy demand. Further
investigations showed that about 20% of the grinding
media in that area was highly deformed. The behaviour
of the grinding media movement was being affected and
was consequently leading to overgrinding, agglomeration,
and heat problems. After inspection, the grinding media
were cleaned and the deformed balls replaced by new
ones. The first tests revealed a cement production increase
of 10%, followed by a respective reduction in specific
electric energy consumption.
Energy management
Energy management includes power, as well as fuel
management. VDZ has concluded that fuel management is
generally performed in an appropriate way. Nevertheless,
there is still some room for improvement in areas including
fuel handling, storage, dosing, and firing, as well as the
type of fuel purchased. Common to all reviewed plants
is the objective of reducing energy costs by strategically
increasing the thermal substitution rate. Figure 3 shows
an example of using thermography for flame shape
monitoring and optimisation, with the objective of keeping
the temperature profile in the sintering zone constant
when using high levels of AF in the kiln firing. The use of
AFs is limited by price, amount, and the quality available on
the market. On the other hand, alternative fuel suitability
and the impact on the clinker manufacturing process
depends on the technology installed in the plant and
emission limits imposed by local regulations.
In order to obtain higher power savings, a deeper look
into the cement grinding process is necessary. Equilibrium
between production flexibility, power efficiency, and
power management must be attained in order to achieve
the best results. The trend should be the optimisation
of the ball charge for the types of cement that are
most often produced. The specific power consumption
of certain types of cement can probably increase, but
a correct optimisation will decrease the global specific
power consumption of cement production.
Benchmarking
Benchmarking is used by many companies worldwide as
the first step towards highlighting potential inefficiencies
and improvement potentials. The benchmarking of energy
key performance indicators (KPIs) is state-of-the-art in
many cement plants around the world. The comparison
of energy performance indicators from reviewed plants
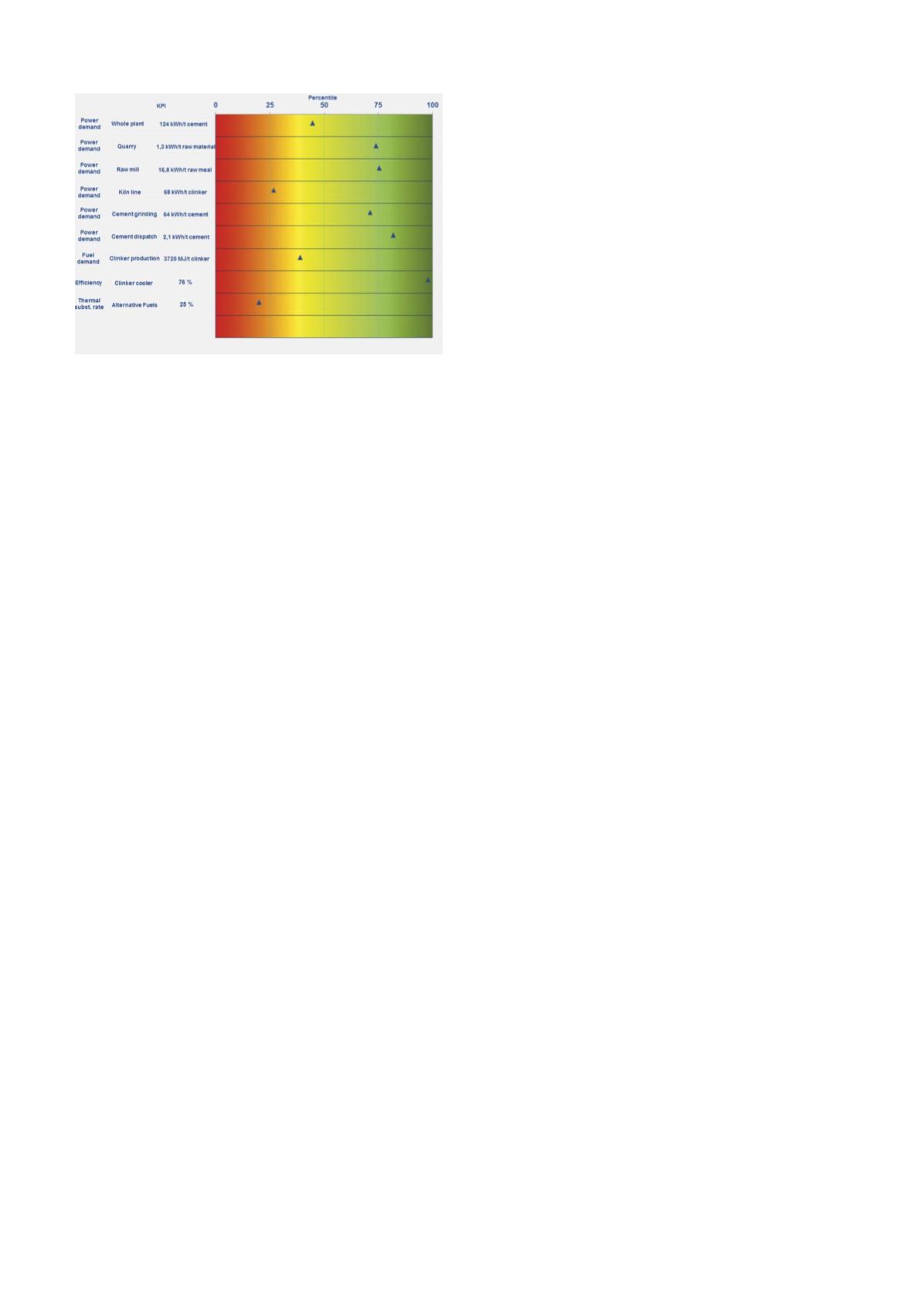
against VDZ’s database (Figure 4) has shown that it is
common for some trade-offs to be negotiated by different
production stages, in accordance with the objectives of the
plant. A simple comparison of KPIs can be misleading, as
the energy inefficiency of a certain production stage might
be related to the optimisation of the plant as a whole or
Figure 4. Example of a benchmarking and performance
assessment scheme.