




 36 / 108
36 / 108

a method than a compliance issue. It should be
posted in plain sight, clearly understood and
washed when dirty or replaced when faded. Like
most lower-tier methods, signs do not remove the
hazard and are easily ignored.
Installing systems such as engineering controls
that allow remote monitoring and control of
equipment – or guards such as gates and
inspection doors that obstruct access – greatly
reduce exposure, but again, do not remove the
hazard. Some operators go as far as installing
interlocking guards connected to switches to
discourage removal or proximity sensors to
detect workers who break the safety plane of the
conveyor.
Using the substitute method replaces something
that produces a hazard with a piece of equipment
or change in material that eliminates the hazard.
For example, the process of manually clearing of
a clogged hopper could be replaced by installing
remotely triggered air cannons. However, operators
may find that this method is not a practical solution
for all belt conveyor systems. In most cases, it is
difficult to achieve the same volume of throughput
when replacing a belt conveyor with another type of
system, such as an enclosed pipe conveyor.
Examples of ‘eliminate by design’ are longer, taller
and tightly sealed loading chutes to control dust
and spillage or heavy-duty primary and secondary
cleaners to minimise carryback. By using hazard
identification and risk-assessment methods early
in the design process, engineers can create the
safest, most efficient system for the space, budget
and application. These designs alleviate several
workplace hazards, while minimising cleanup and
maintenance, reducing unscheduled downtime and
extending the life of the belt and the system itself.
Economic analysis of prevention
through design (PtD)
Another way of saying ‘eliminate by design’ is PtD
(prevention through design),
the term used by The National
Institute of Occupational Safety
and Health (NIOSH). As a
department of the US Centers
for Disease Control (CDC),
the organisation spearheaded
the PtD initiative.
3
In its report,
the institute points out that,
while the underlying causes
vary, studies of workplace
accidents implicate ‘system
design’ in 37% of job-related
fatalities.
Although injuries are the
focus of the NIOSH report,
the prevention aspect of
design also greatly impacts
production. In most cases,
workplace hazards produce
consequences such as
downtime, product loss and
reduced efficiency from
spillage, dust and early
equipment failure. The cost
of operation is dramatically
influenced by the efficiency
of the system, but is unique
to each application. Cost is
most often the main inhibitor to
PtD, which is why it is best to
implement safer designs in the
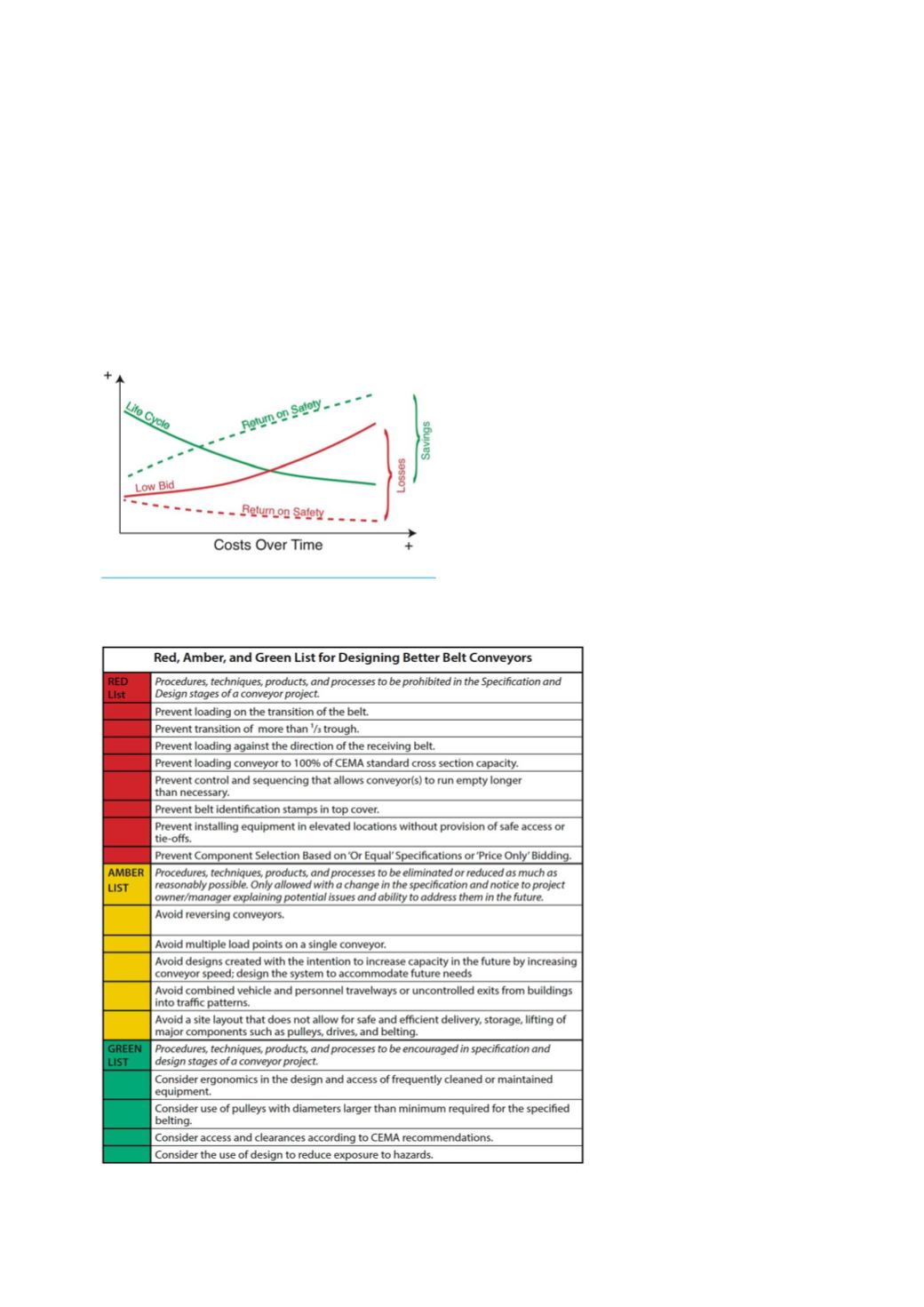
The return on better design and quality is
realised over the extended life and safety of the
system.
Rather than meeting minimum compliance standards, conveyor
systems should exceed code, safety and regulatory requirements.
34
World Cement
July 2020