






 32 / 84
32 / 84

North America 2018
30 \
World Cement
local emission limits. This cement producer uses waste,
plastics, lignite, and anthracite as fuels and utilises
oxygen injection into the main burner flame to support
combustion of hard-to-burn fuels without negative
impact on clinker quality or emissions. Before installation
of any oxygen lance technology, the plant was required
to reduce NO
X
by 60% and CO by 20%. Initial testing
performed by the plant showed these reduction targets
were not achievable by decreasing the excess air
level alone. Uniquely, this plant does not experience
reductions in clinker quality due to increasingly reductive
atmospheres in the kiln, enabling deep combustion
staging. Capital intensive processes, such as SCR and
SNCR, were not considered economically feasible for
this plant. This presented an ideal opportunity to utilise
oxygen injection to reduce NO
X
and CO emissions. A
phased approach, starting with cold oxygen lancing and
then moving to OPTILANCE hot oxygen technology, was
taken to minimise complexity and overall installation
and operational costs. Installation of the Praxair system
is simple and causes minimal disruptions to the cement
making process.
To reduce NO
X
, secondary air at the main burner was
reduced through combustion optimisation, resulting in
increased and unacceptable levels of CO. To counteract
the increase in CO, a test campaign was undertaken
using cold oxygen lances installed in the riser duct.
Various injection locations, O
2
jet speed, and O
2
flow
rates were investigated to determine the optimum
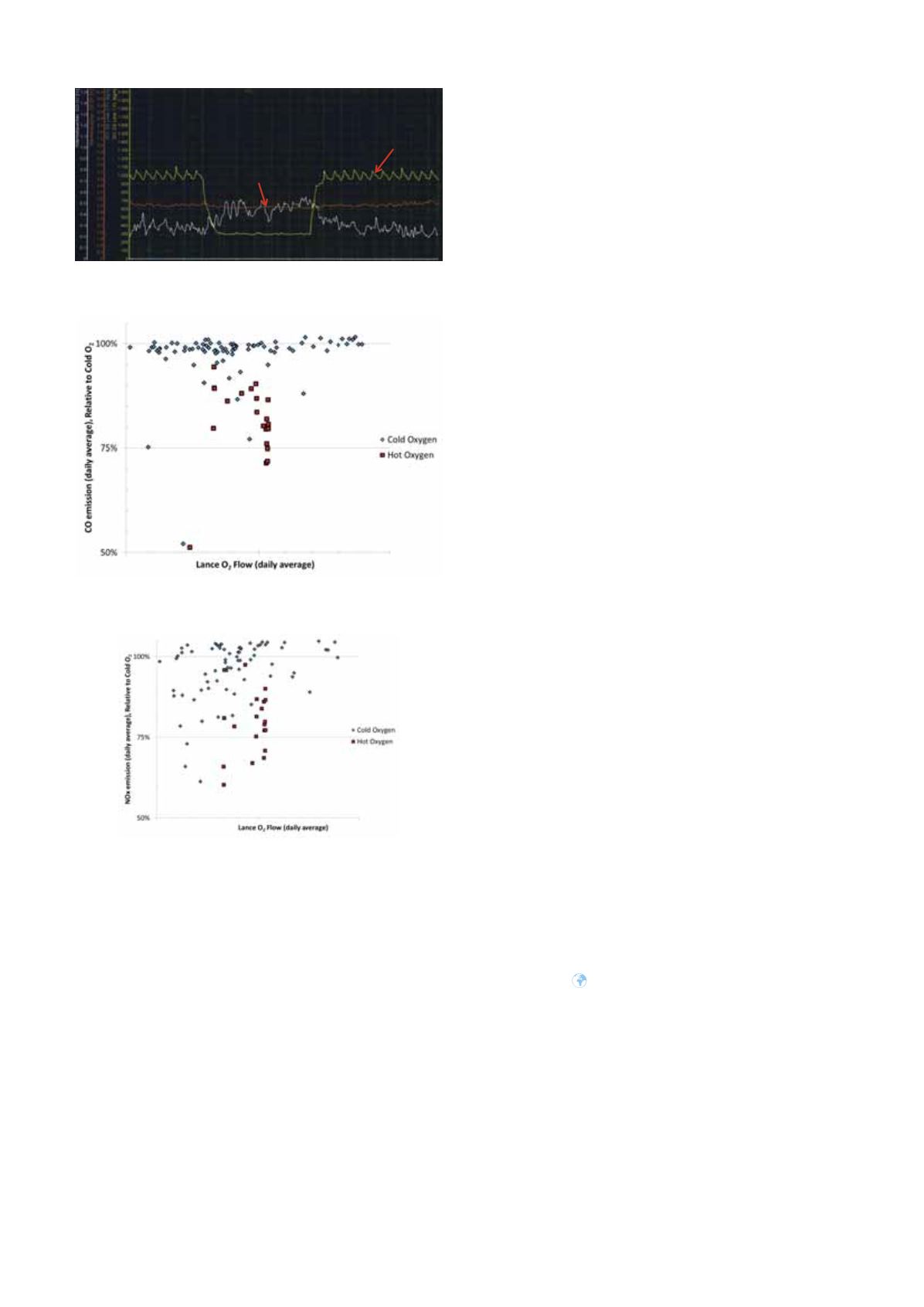
system configuration. Figure 3 shows the response of
CO at the flue stack to changes of oxygen flow from a
lance operating in the optimum position and injection
velocity. Removing lance O
2
flow causes an immediate
increase in stack CO, while restoring lance O
2
flow reduces
the CO. Using cold oxygen, the plant was able to meet
the reduced CO emission limit, but only achieved a 50%
reduction in NO
X
, falling short of the requirement. Despite
the good success in reducing both NO
X
and CO, further
reductions were required.
The second phase of the installation was to use
OPTILANCE technology to increase the amount of flue
gas mixing with the O
2
jet and to increase the reactivity
of the jet. A hot oxygen lance and control system were
installed and commissioned at the plant in May 2017. As
anticipated, reductions beyond those accomplished by
cold O
2
lances were immediately realised. Figure 4 and
Figure 5 respectively compare daily averages of stack
CO and NO
X
for cold and hot O
2
as a function of the
lance O
2
flowrate. Cold O
2
emissions data are relatively
constant across the range of O
2
flows, which is due to
the integrated optimisation of the cold O
2
lances with
the kiln operation. Benefits of OPTILANCE technology
are easily discerned. As hot O
2
flow increases, CO and
NO
X
simultaneously reduce, trending below 75% of the
average cold O
2
emission rate.
Conclusion
The OPTILANCE technology can bring the plant NO
X
and CO
levels below the new emissions limits, with total reductions
greater than 60% for NO
X
and 30% for CO depending on
current emission levels and other factors. It is expected
that further reductions in CO and NO
X
are achievable with
increased control tuning, operating experience, and higher
injection rates.
About the author
Stefan Laux is the Director of the Application Equipment Group
at Praxair’s R&D location in Tonawanda, New York, US. He is
responsible for burners and application equipment for oxygen
combustion in metal, energy, refining, glass, and cement
industries. Before joining Praxair in 2004, he was a Power
Plant Combustion Engineer with Foster Wheeler in New Jersey,
US, and Steinmüller in Germany. Laux received a Bachelor
of Engineering from Dartmouth College and a Master and
Doctorate of Engineering from Aachen University of Technology
in Germany.
Figure 3. Stack emission response with respect to
oxygen injection.
Figure 4. CO reduction using OPTILANCE hot oxygen
technology relative to cold O
2
.
Figure 5. NO
X
reduction using OPTILANCE hot oxygen
technology relative to cold O
2
.