






 30 / 84
30 / 84

North America 2018
28 \
World Cement
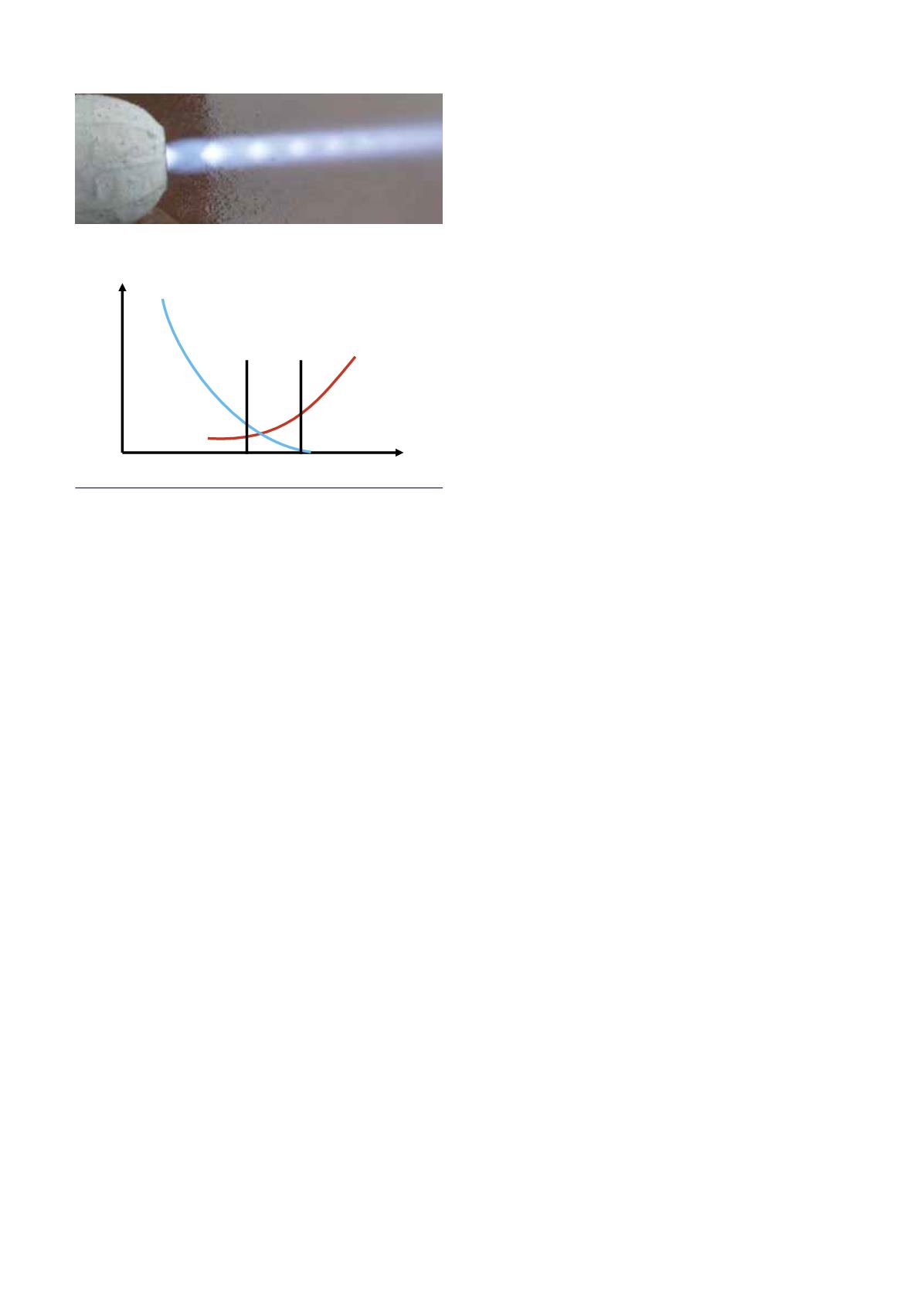
excess oxygen decreases in the flue gas, NO
X
formation is
reduced; however, this also increases CO emissions (Figure 2;
operating point 2).
The addition of combustion air in stages to reduce
primary NO
X
is a well-established technology (power plants,
low-NO
X
calciners, etc). However, the confinement of a
rotary kiln makes it difficult to add hot burnout air in the
later stages of combustion after the main flame. An oxygen
injection at the kiln feed end offers a low cost opportunity
for
NO
X
reduction through combustion staging. As shown
in Figure 2, reducing the amount of excess O
2
to the kiln
leads to reduced
NO
X
emissions, but may also increase the
formation of CO.
The arrangement of a single large burner firing into
the narrow kiln pipe of a cement rotary kiln and the
counter-current flow of material can lead to significant
stratifications at the feed end of the kiln. Flue gas travelling
at the bottom of the kiln may have much higher CO
concentrations than the flue gas in the upper part of the
kiln pipe. This is exacerbated by the use of solid fuels,
specifically coarse RDFs or alternate fuels (AFs). Although
the residence time in the flame is quite large, the trajectory
of these large fuel pieces brings them to the bottom half of
the kiln and they may be trapped in the clinker bed where
they burn much more slowly. Low oxygen availability near
the clinker bed, combined with limited cross-mixing in the
long and narrow kiln, results in high CO concentrations in
this region. If this CO stratification is not mixed with oxygen
at sufficiently high temperatures for reaction (>1000 °C or
1800 °F), then high CO emissions from the kiln can be
the consequence. CO emissions from cement kilns have
been traditionally high in the range of thousands of ppm,
especially with high use of AFs.
Recently, the permitting process has focused more on
CO, in addition to NO
X
, and producers are increasingly
boxed in by NO
X
, CO, and in case of SNCR and SCR
end-of-pipe solutions, by ammonia slip in the flue
gas. Plants may be required to reduce CO or will see
higher CO when they try to further reduce NO
X
with
combustion control methods. The combined emission
requirements present a difficult choice: as retrofit NO
X
control technologies cannot address high CO or aggressive
combustion, air staging leads to higher CO emissions.
Increasing excess oxygen has a detrimental effect on NO
X
emissions and efficiency.
Oxygen injection at the correct locations can reduce
CO from the kiln process and meet emission requirements.
Praxair offers oxygen lancing at the kiln feed end. The
key to this technology is to break up CO stratification
and oxidise the CO in the high temperature region of the
kiln. Two lancing methods are used: the first comprising
a lance delivering highly pure, non-preheated oxygen
to the flue gas; the second, utilising the OPTILANCE hot
oxygen technology. Cold oxygen lances rely on optimal
positioning on the ductwork and a specially designed
nozzle to facilitate mixing between the cold O
2
jet and the
hot flue gases. Once mixed, CO in the flue gas contacting
the O
2
is reacted to form CO
2
. Further CO reductions are
possible using Praxair’s OPTILANCE technology, which
enhances mixing and reactivity above and beyond that
of standard cold O
2
lances. The high-momentum hot
oxygen jet effectively mixes with the CO laden flue gas,
provides additional oxygen for combustion, and maintains
high-temperature reactive conditions when installed in the
kiln feed shelf or in the calciner at temperatures sufficiently
high for CO burnout.
Tests that compare cold oxygen injection to OPTILANCE
hot oxygen technology show the high momentum of the
lance improves CO reduction, as higher jet momentum
drives improved mixing of flue gas with the highly reactive
oxygen. One constraint to combustion staging in a cement
kiln is the potential impact of reducing kiln atmosphere on
the clinker quality, specifically the clinker colour and sulfur
retention. Quality parameters vary based on feed material,
operating conditions, and kiln equipment, so testing is
recommended to identify how much the secondary air in
the kiln can be reduced. Typical kiln excess oxygen levels
are 2 − 4% and there is opportunity to optimise the kiln
combustion process with respect to emissions and clinker
quality. Process control improvements may be required
to allow a consistent operation at lower excess oxygen
levels. A targeted oxygen injection over the clinker bed at
the kiln discharge can mitigate colour changes resulting
from low excess oxygen operation. For a successful
project implementation, a detailed analysis of the specific
operating conditions and the kiln design is required.
Injecting oxygen in the cement kiln feed end allows staging
combustion in the entire rotary kiln, which reduces NO
X
from the combustion.
Case study
The OPTILANCE technology was successfully
implemented at a cement plant with a preheater kiln to
reduce CO emissions from the kiln in response to new
Figure 1. OPTILANCE
TM
oxygen injection − CO and NO
X
emission reduction for cement kilns.
Figure 2. Typical relationship of excess oxygen on CO
and NO
X
formation.