BMHR 2016
28 \
World Cement
The general dosing principle is similar to the classical
closed-loop scheme. The WeighTUBE consists of a tubular
screw conveyor, which is continuously discharging
material from an intermediate buffer. The material is
conveyed to the tube section, which is placed on a set
of load cells and decoupled from the main frame of the
machine by flexible connections. Therefore it is possible
to measure the material weight within the tube (tube
weight) M
tube
[kg]. The conveying speed of the screw
V
screw
[m/s] is also continuously acquired. Both physical
values are processed in order to calculate the actual mass
flow
M
act
[kg/h]. By taking into consideration the desired
mass flow (setpoint) it is possible to determine the actual
deviation e [kg/h], which is fed to the continuous dosing
controller (CDC), which calculates the necessary adaption
of the screw speed in order to minimise the deviation
under all circumstances and at any given time.
The ODM-GravitAS control system implements
an automatic calibration routine, which provides
the possibility to estimate properties of the dosed
bulk material and automatically adapt the controller
parameters in such a way that the dosing accuracy
remains stable over time.
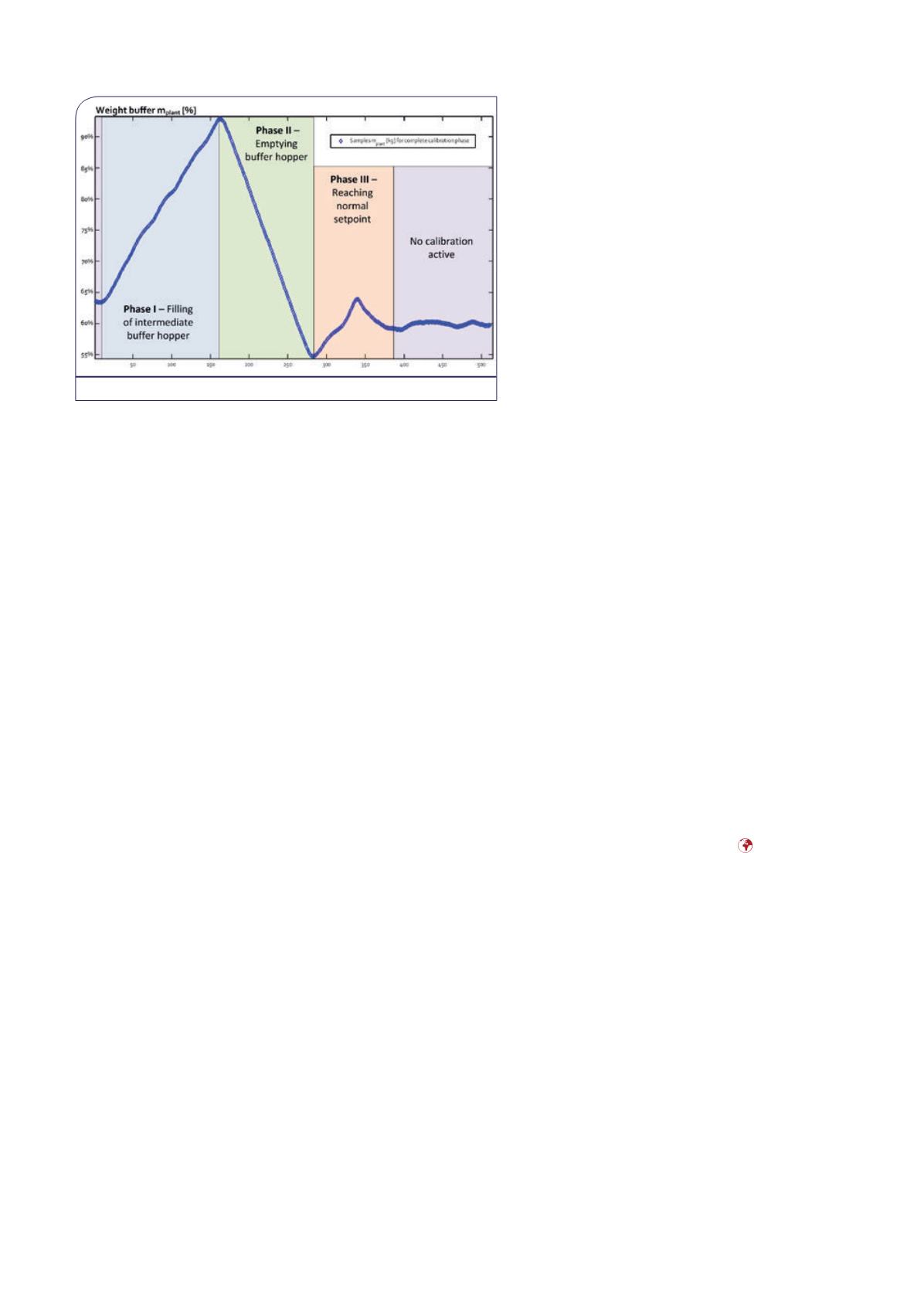
During the automatic calibration routine the
intermediate buffer hopper of the ODM-WeighTUBE is
filled to a certain maximum in a first stage of operation.
Within the second phase the buffer hopper is emptied
using normal dosing operation (and parallel stopped
feed of material to the buffer) up to a predefined
minimum buffer weight. From the resulting difference
in mass (
m
) and the corresponding expired time (
t
), the
actual control parameters of the continuous dosing
controller are automatically adapted. To avoid possible
undesired influences, all controller parameters are
checked for plausibility based on a probabilistic analysis
of former calibration cycles, before they become active
in the system. A typical calibration process, with its three
phases, is shown in Figure 5, where the actual buffer
weight m
plant
[kg] is visualised over time.
The decreasing buffer weight in phase II of
the calibration process follows an almost exact
linear pattern, which can be interpreted as a
manifestation of the highly constant material
throughput of the device. A possible deviation
between the actual and the desired mass flow
during this phase is evaluated for the probabilistic
adaption of the controller parameter.
The possibility for a continuous on-the-fly
auto-tuning of the controller depending on the
given material properties is a very important
element for long-time stability and accuracy of the
gravimetric dosing, particularly if the decreasing
quality of alternative fuels derived from industrial
waste
3
is taken into account. Through the
combination of the ODM-WeighTUBE
®
platform
with the GravitAS control system a high dosing
precision of <±1% related to the nominal
throughput can be guaranteed.
Summary and Conclusion
This article introduced a framework for the systematic
classification of dosing and metering equipment for
cement plants and relative industries. The defined
taxonomy allows a better understanding of the exact
nature of a certain type of equipment and can be used
as a guideline during the design and implementation
of system setups.
Each class of system was defined in detail, from
static silo scales and weighing hoppers to the latest
developments in closed-loop high-precision dosing.
Another important aspect for the selection of
adequate dosing equipment is the typical ‘status-quo
decision-making trap’ as described in.
5
It mainly states
that the logical consequence of most buying decisions
in larger organisations is just the preservation of the
current technological state. This is especially observable
in relatively conservative industries, such as cement
manufacturing, since in most cases known systems are
unintentionally preferred. This has severe consequences
on the competitive situation of many organisations,
because technological developments may be adopted
too late or even completely neglected.
References
1. Aufderheide, D., DI Matteo, L.: Dynamic Dosing.
In World Cement 12 (2014), pp. 63-68, Palladian
Publications, Farnham - ISSN 0263-6050
2. Aufderheide, D., DI Matteo, L.: Full Modular Control
System for Gravimetric Dosing Applications. In ZKG 11
(2014), pp. 44-49, Bauverlag, Gütersloh - ISSN 0949-0205
3. Vetter, G (Ed.). (2002): Handbuch Dosieren. Vulkan
Verlag GmbH, Essen – ISBN 380-272-1993
4. Aufderheide, D., DI Matteo, L.: ODM-GravitAS for DI
MATTEO WeighTUBE feeders – A Full Modular Control
System for Gravimetric Dosing Applications. In Global
Cement Magazine 2 (2015), Pro Global Media Ltd.,
Epsom - ISSN 1473-7940
5. Emiliani, M.L.: Executive Decision-Making Traps and B2B
online reverse auctions. In Supply Chain Managament:
An International Journal 1 (11) (2006), pp. 6-9
Figure 5. Three phases of a calibration routine.


